
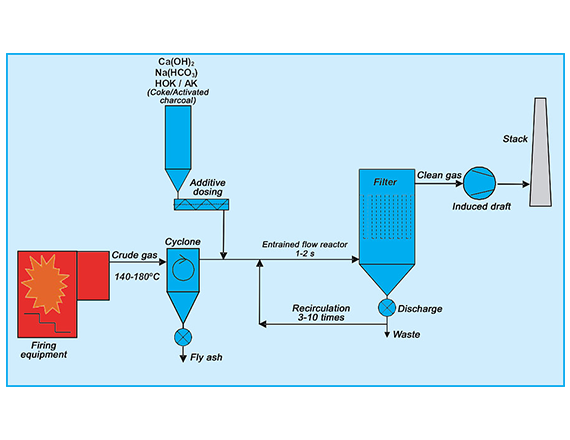
A typical Scheuch dry sorption installation can consist of:
- A pre-separator such as a cyclone, multi-cyclone, or spark separator
- Additive silo(s)
- Additive loading point with one more more injection lances
- A fabric dust collector for separation, plus an electrostatic precipitator (ESP) in some cases
- A re-circulation unit
- Residual material silo(s)

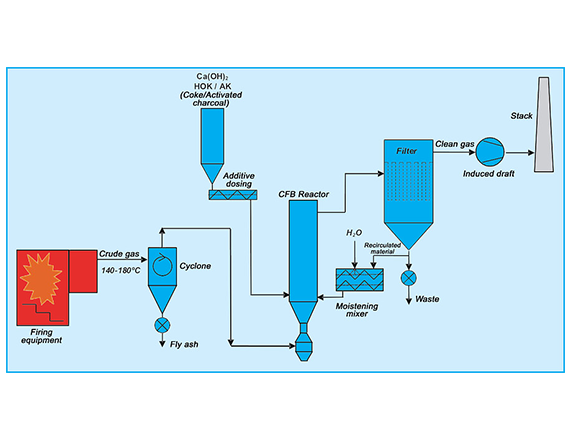
MaxSORP
The exhaust gas is fed into the entrained- flow reactor from below. The exhaust gas accelerates through a cylindrical pipe or venturi in the lower part of the reactor. Here, the additives enter and a considerable amount of the dust separated in the dust collector is recirculated. This is key to the extraordinary separation performance of this process.
The diffuser is located after the nozzle and the cylindrical part of the reactor, where the sorbents introduced are slowed down to the reactor speed and distributed throughout the entire height of the reactor. A fluidized-bed reactor makes it possible to inject water directly into the reactor container via nozzles using a high-pressure water system which sets the desired reaction temperature regardless of the sorbent quantity.
The high-heat capacity of the recirculated dust means that the water is spontaneously vaporized on the surface of the dust, thereby wetting it within a layer that is almost molecular in nature. This process greatly improves the reaction conditions for the acidic exhaust gas components being separated (SO2, SO3, HCl, HF) without the formation of clumps. Eighty percent (80%) of the acidic components are chemically absorbed in the circulating fluidized bed during the entrained-flow phase and the dioxins/furans are mostly absorbed in the dust collector filter bags.
That is why a certain amount of differential pressure on the filter bag is crucial to separation performance. In a MaxSORP facility, the preferred sorbent for the acidic components of the exhaust gas is calcium hydroxide (Ca(OH)2).
The Scheuch MaxSORP technology can consist of:
- A pre-separator
- Fluidized-bed reactor
- Additive storage and additive feed lines
- Dust collector
- Recirculation system
- Waste discharge for the reaction products



CONTACT US
SALES & SERVICE
Daniel Locke
1-260-226-1035
SPARE PARTS
James Reynolds
1-913-951-8586
TECHNICAL ENGINEERING
Martin Hermandinger
"*" indicates required fields